“なぜなぜ分析”は、けっこう難しい! 第6回
前回は、なぜキズがついたかの発生系のなぜなぜ分析を行いましたが、今回は、なぜ検査で見つからなかったかの原因を探る流出系のなぜなぜ分析を行います。
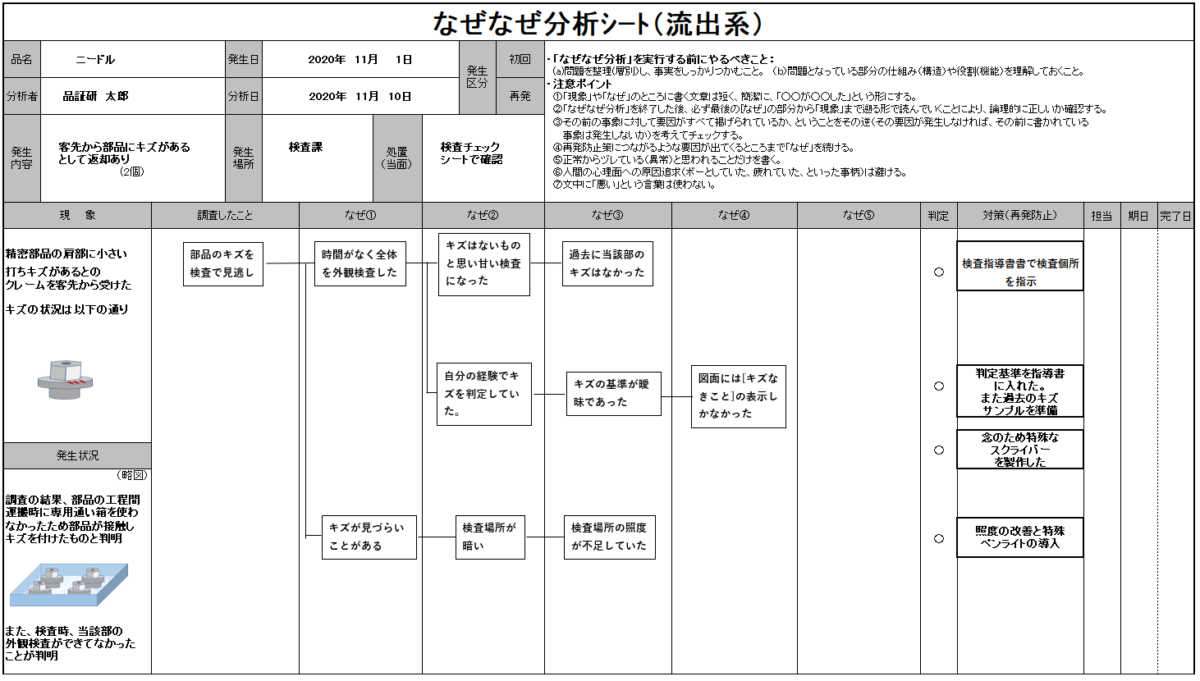
調査した結果から「キズのある部品を検査でなぜ見逃したか?」をトップ事象にしてなぜを問いかけていきましょう。
キズの流出系の原因と対策
キズの付いた部品を検査で見逃したのはなぜか?を問いかけると「次工程のスケジュールが迫っていたこと。その結果、検査に十分な時間を掛けられず、部品全体を大雑把に見た検査となった」ことが原因です。ではなぜ、大雑把な検査をしても大丈夫と思ったのでしょうか?
その答えは、「従来から当該部のキズはめったになかったのでキズはないものと過信していた」ということです。
弊社も検査をなりわいにする会社ですが、時々起こる検査での見逃しの原因が、過去の経験ではいつも良品だったのでまさかキズがあるとは思っていなかったということがよくありました。正規の検査をすることが求められますが、時に近道をしてしまうことは厳に慎まなければなりません。
この場合の対策は、やはり検査の標準化ということで、検査の実施方法を検査指導書などで規定することが大切です。
また、検査基準に関しては、図面では「キズなきこと」の表示のみとなっており、キズの基準が曖昧であったことも、大雑把な検査をしてしまった要因の一つと言えそうです。
先ほどの検査指導書に判定基準を入れるとともにキズのサンプルを準備することも効果的な対策の一つとなりうるかもしれません。また、クリティカルなエンジン部品では、スクライバーと呼ばれる引っ掻き棒でキズをなぞり、引っ掛かりがあれば不合格とするというような検査も行われています。
更に、外観検査には、環境も重要です。キズが見づらいことがあるという検査員の証言から
検査場所が暗い時もあったようです。原因は、検査場所の照度が不足していたということでしょうが、明るくすると同時に、外観検査用のペンライトの導入なども効果があるかもしれません。(光の当て方でキズが浮かび上がることもよくあります)
因みにエンジンの部品検査では、1000ルックス以上の照度が要求される場合もあります。また、検査場所で工場騒音が大きく、検査に集中できないために壁で囲ったというような対策を取ったこともありました。外観検査は精密測定などとは異なり三次元測定機のような特殊技能は要りませんので、たかが外観検査と思うかもしれませんが、されど外観検査なのです。
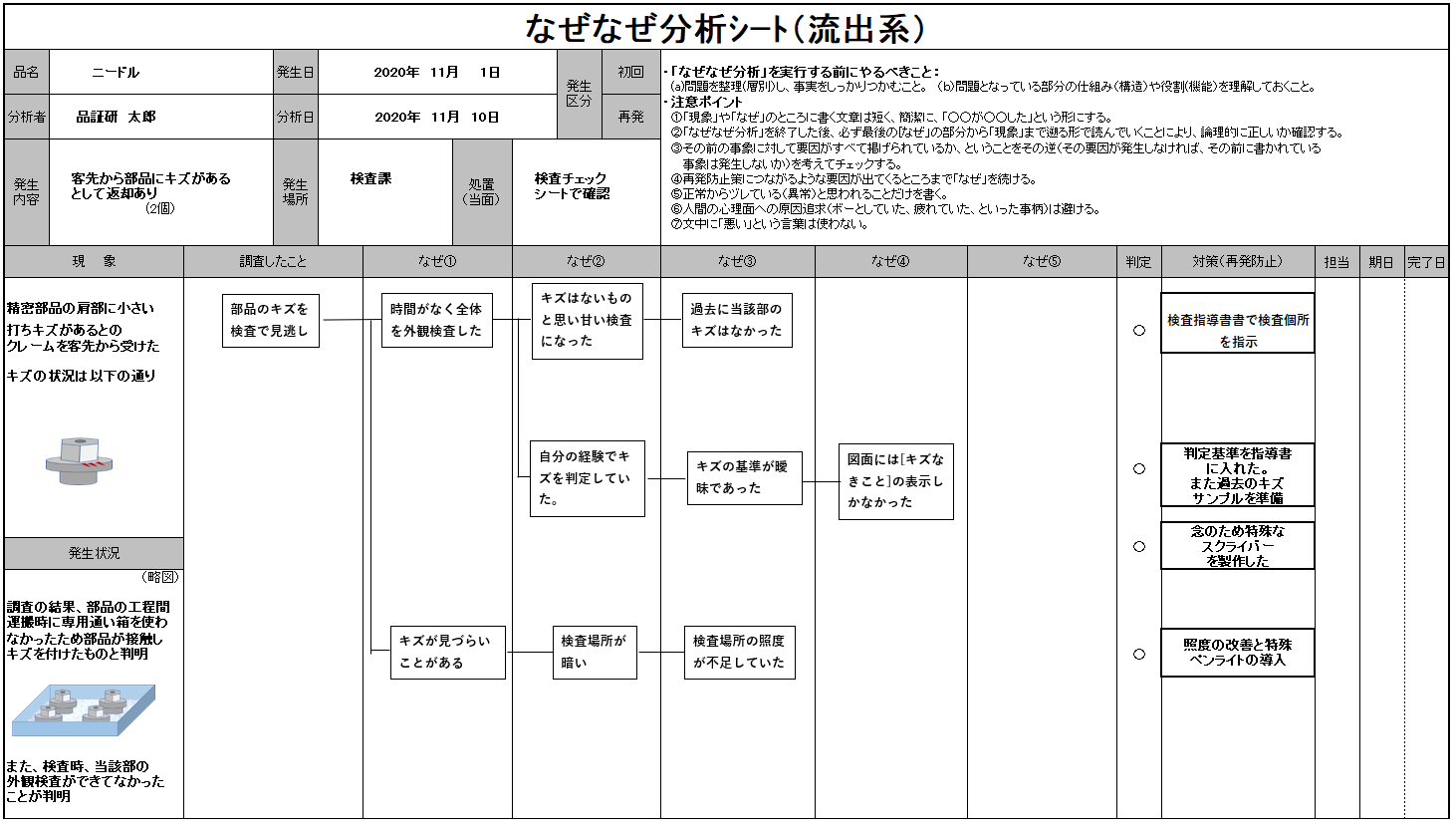
以上の分析結果を踏まえて、なぜなぜ分析のフォーマットにまとめてみましょう。
下記になぜなぜ分析表をリンクしていますので確認ください。
前回と今回の2回に亘り部品にキズをつけた事例をもとになぜなぜ分析をしてみました。
読者の皆様の中には、クレームに関するなぜなぜ分析をされている方もおられるかと思います。一度、以前行われたなぜなぜ分析の結果などレビューされては如何でしょうか?
案外、クレームなどで発生系と流出系のいずれか一方しかなぜなぜ分析をされていなかったといこともあるかもしれませんね。
文責 山本晴久
「続き(第7回)を読む」
当社では主に航空宇宙の品質に関わるご支援をしております。
以下、リンクです。
・JIS Q 9100:2016 認証取得支援
・Nadcap 認証取得・更新支援
・JIS Q 9100:2016 規格解説セミナー
・JIS Q 9100:2016 内部監査員養成セミナー
・その他、お気軽にお問合せください。

{kind=link}