組織の知識 第2回
組織の知識 第2回
前回は、過去トラの作り方に関して解説いたしましたが、今回は分析の一例を少し紹介します。
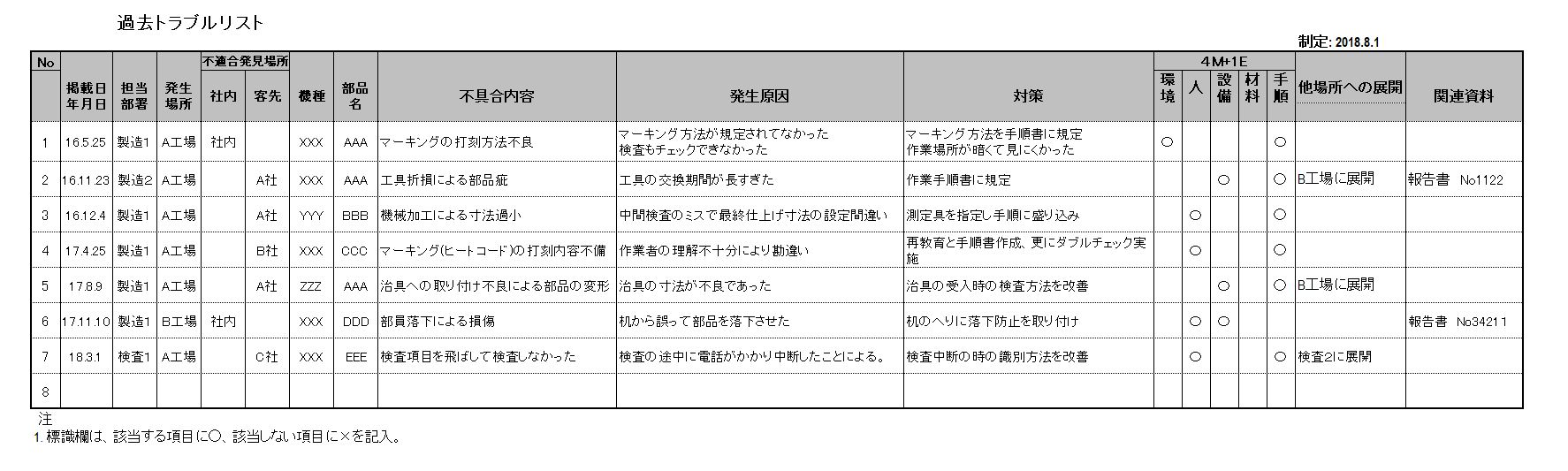
データは、前回のものと同じです。
横軸の項目には、掲載年月日、担当部署、発生場所、不適合発見場所(社内/客先)、機種、部品名、不具合内容、発生原因と対策分類(4M+1E)、他場所への展開、関連資料 としてあります。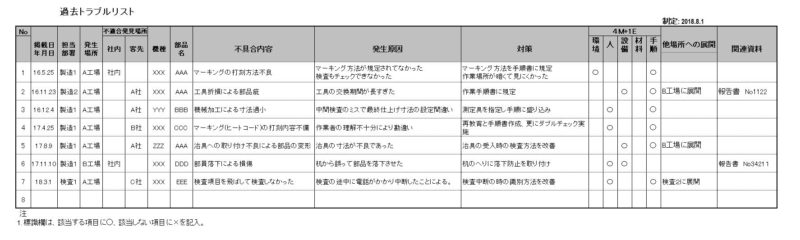
拡大する
分析のストーリーを下記に示します。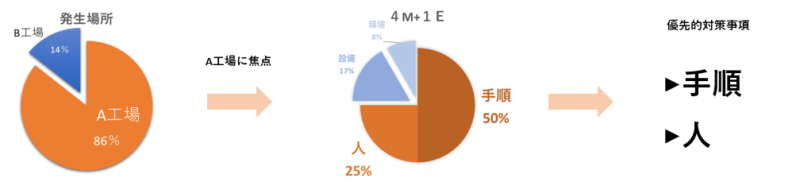
このデータから、先ず工場毎で分析します。A工場とB工場で発生している不適合がありますが、A工場で発生しているものが、大半を占めています。
そこで、A工場で発生した不適合6件に関して、原因毎に分析してみました。
この表では、4M(人、機械、材料、手順)+1E(環境)で分類されており何が原因かを比率で見ますとグラフのようになります。
その結果、手順と人で75%を占めています。
従って、例えば手順に関しては、個々の対策が結果的に手順書に反映されたのか?その後同種の不適合が起きてないか?などの観点から再点検などを行うことが出来ます。
また人的ミスが多いのでH/E防止対策という観点から、m-SHELに落とし込んだ対策が取れているか?など特別監査でチェックするなど、H/E対策の効果確認と更に改善に結び付けることが出来ます。
(m-SHELに関しては2019.8.23発信 ヒューマンエラー(H/E)についての考察 第5回を参照ください>>>)
一般的に言えば、分析としては、①納入先、②対象品、③全体の不具合率、④発生場所、⑤原因分析(生技or製造、設備or作業者など)、⑥対策分析で品質の傾向と不適合の原因などその工場のいわば弱点を知ることが出来ます。
この過去トラのデータ収集と分析を継続することにより、長期に亘る品質のトレンド、自社の弱点の改善、変遷など評価することが出来ます。
次回はこのシリーズの最終回として、活用の仕方をもう少し具体的に提案します。
文責 山本 晴久
「続き(第3回)を読む」
当社では主に航空宇宙の品質に関わるご支援をしております。
以下、リンクです。
・JIS Q 9100:2016 認証取得支援
・Nadcap 認証取得・更新支援
・JIS Q 9100:2016 規格解説セミナー
・JIS Q 9100:2016 内部監査員養成セミナー
・その他、お気軽にお問合せください。

{kind=link}