航空機と自動車の品質マネジメントシステムの要求の違い 第8回
航空機と自動車の品質マネジメントシステムの要求の違い 第8回
自動車の品質システム要求IATF16949のコアツールの概要を解説してきましたが、今回が5つ目のMSAです。MSAとは、Measuring System Analysis の略で測定システム解析といわれるものです。先ず、今回は、Gage R&Rの話をします。(次回では、三次元測定機のIndependent Inspectionの話をします)
製品の検査は、基本的には測定器を使って行われますが、その測定システムが製品及び工程の適合性を正しく評価できることが大切です。例えば、部品の直径が50mmで公差が±0.1mmとしたときに、仮に同じ人がある計測器を使って同じ部品の同じ個所を5回測定して、下記のデータが得られたとしましょう。
1回目 50.03mm
2回目 50.08mm
3回目 49.98mm
4回目 50.00mm
5回目 50.01mm
50.08と49.98の最大値と最小値の差(ばらつき)が0.10mmあります。公差が±0.1mmであれば、公差幅は0.2mmとなりますが、同じ人が測定して公差幅の50%のばらつきが出たら、測定にはなりませんね。ましてや、測定は一人が行うのではなく何人かの人が別の測定器でも測ることがありますが、個人間の測定差が仮に0.05mmあれば、最悪のケースでは、これを加算して非常に低い確率ですが、最悪の場合では公差の75%のばらつきが出ることにもなります。これでは、この製品要求値をこの測定者、測定器及びこの測定手順では、とても保証できるものではありません。実は、同一測定者の測定のばらつきを「測定の繰り返し性(Repeatability)」、また測定者間の測定のばらつきを「測定の再現性(Reproducibility)」と言います。
Gage R&Rという言葉を聞かれたことがありますか? 測定器の精度が問題になる場合に「Gage R&Rはいいですか?」というようなところで使われる言葉です。このR&Rは、RepeatabilityとReproducibilityの頭文字の2つのRを取ったものです。
下図を参照してください。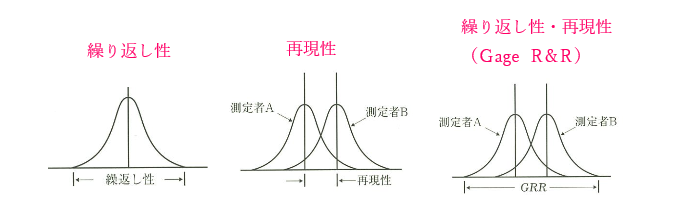
(GRRをイメージでつかんでいただければと思います。すそ野の広がりが測定のばらつきになります。)
さて、実際にGage R&Rを求める場合には、3人の訓練をされた検査員が、定められた手順で10個の部品を3回ずつ測って、平均値-範囲(Xbar-R)法、あるいは分散分析(ANOVA)法でExcelあるいは専用の統計ソフト(MINITABなど)で計算できます。また、簡易法として、2人で5個の部品で2回ずつあるいは1回というのもあるようです。そして、Gage R&Rは、重要な寸法では10%以下が理想とされ、品質特性によっては30%まで許容される場合もあるようです。これは製品を納入するお客様の要求などで変化すると考えられます。機会があれば、自分たちの測定でGage R&Rを算出してみるのも面白いのではないでしょうか?
下記からGage R&Rのツールが使えます。活用してみて下さい。
検索:Pratt & Whitney and Collins Aerospace PPAP Toolbox | RTX
文責 山本 晴久
「続き(第9回)を読む」
【e-learning】航空機の品質保証 ~自動車との比較理解~
航空機の品質保証の特徴や勘所について、航空宇宙製品に適用されている規格のAS9100の特徴と、自動車の品質保証を
比較しながら解説するオンライン学習を販売しております。
好きな時間に自分のタイミングで受講頂けます。興味のある方は、是非サンプルも試聴することができますので、
お気軽にお問合せ下さい。
