改善(9) 第9回 ~管理図(QC7つ道具その7)~
いよいよ今回でQC7つ道具の解説が終わります。最終回は、管理図で具体的事例により説明します。題材は、部品に含まれる水分の量の例です。機械加工の寸法などとは異なりばらつきも大きな値となっています。
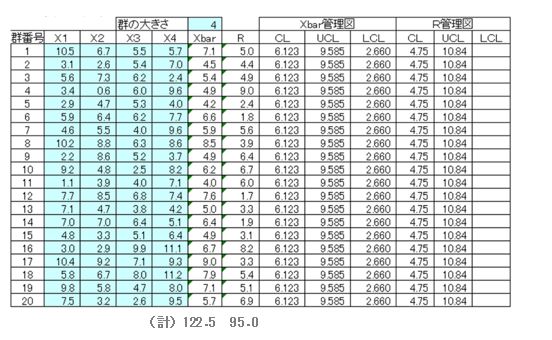
群とは、例えば1日の生産量が1000個としてそれが一つの群です。群番号は、生産ロットの番号に相当します。X1~X4は、1000個のうち4個を代表的に取り出して水分を計測しています。例えば、9時、11時、14時、16時の4回計測します。データが20の群(20日分)で80個のデータが得られました。
各群の4つのデータの平均値:Xbarを計算し、更に4つのデータの最大から最小を引いた数値:R(ばらつきの指標になります)を求めます。群番号1では、Xbarは7.1、Rは5.0となります。そして群番号20まで同様に求めます。
この20個のXbarとRのデータから、管理図に使う管理限界を計算することができます。
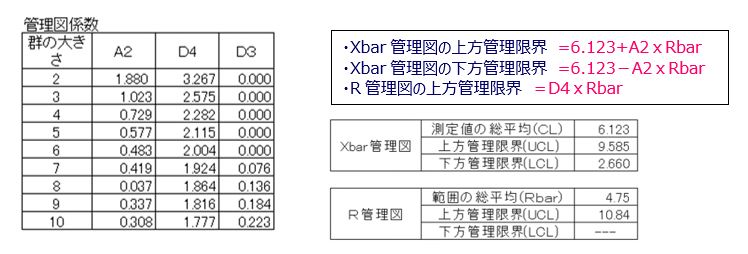
その準備として、測定値の総平均値を求めます。20個のXbarの平均値と同じで、122.5÷20=6.123となります。また、Rの平均値Rbarは、95.0÷20=4.75となります。
群の大きさが4個ですので左下の表から A2=0.729 D4=2.282となります。
管理図の管理限界は、青字の枠内の式で求めます。計算結果は、右下の表の通りです。
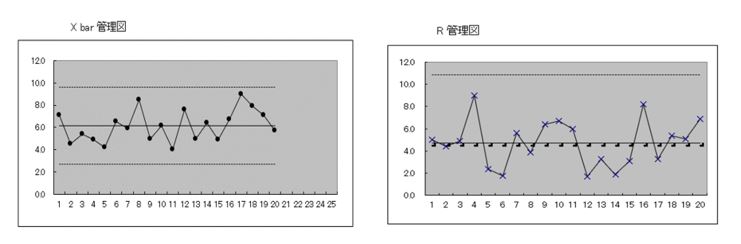
これらの計算結果から下記のグラフに示すXbar管理図、R管理図が作成できます。管理限界もXbar管理図には、上方管理限界と下方管理限界が記入されており、R管理図には、上方管理限界が記入されています。
この管理限界を目安にして工程が管理下にあるか、何か異常があるかを判定していくことになります。
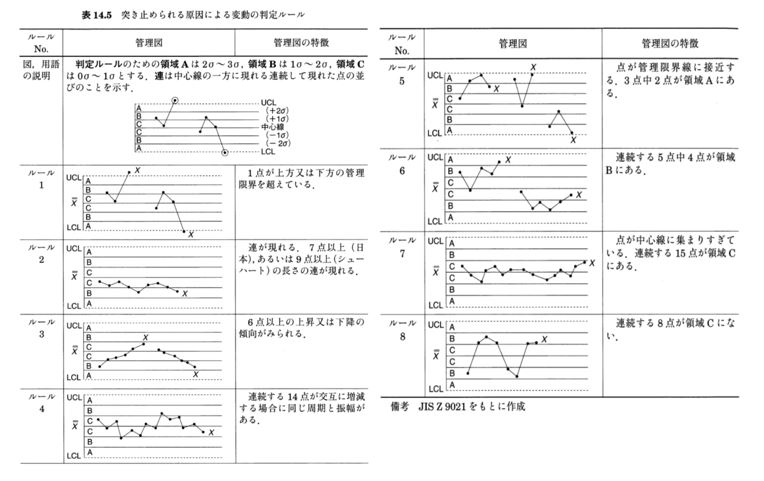
ここで管理図の一般的な見方を下図に示します。
単に管理限界を超えた時だけでなく、データのつながりなどで異常を判定します。
詳しくは、管理図の特徴欄の解説を見てください。
Xbar―R管理図は、手軽に工程の異常が発見できます。一度トライされてはいかがでしょう。
尚、自動車のIATF16949(航空機のJISQ9100の自動車版の品質マネジメント要求)のコアツールにSPC(Statistical Process Control)があります。この手法の一部に管理図があります。一定以上の生産量がある生産においては非常によく使われています。
以上で改善のシリーズを終わります。
1年半以上に亘りQtBの13のテーマでシリーズ化して書いてきましたが、このテーマは一旦ここで終了となります。このメルマガを読んでいただいていた方には、この場を借りてお礼申し上げます。
次回からは、少し観点を変えたテーマで連載させていただきます。
文責 山本晴久
「次回(あるQAマンの体験記)を読む」
当社では主に航空宇宙の品質に関わるご支援をしております。
以下、リンクです。
・JIS Q 9100:2016 認証取得支援
・Nadcap 認証取得・更新支援
・JIS Q 9100:2016 規格解説セミナー
・JIS Q 9100:2016 内部監査員養成セミナー
・その他、お気軽にお問合せください。
