改善(7) 第7回 ~ヒストグラム (QC7つ道具その5)~
今回は、ヒストグラムの作り方と見方を解説いたします。小学校の算数でもこのグラフは取り上げられていて、度数分布表とか柱状グラフと言っているようです。そういう点では、見慣れたグラフと思います。
作り方を表-1に示すデータで簡単に説明すると、先ず、100個のデータから最大値と最小値を確認します。ここでは、最大値は59.3で最小値は50.1です。最大値と最小値の差は9.2あります。そして、この最大値と最小値を考慮してデータ区間を10程度に分割し、(ここでは表-2のように区間の幅は9.2÷10=0.92→1.0にしています)データの区間毎にいくつのデータが存在するかをカウントします。これをグラフにすると図-1のようになります。これをヒストグラムと呼んでいます。
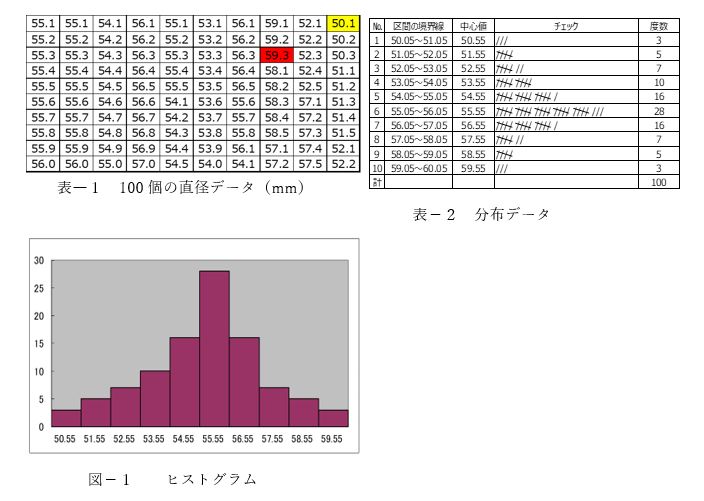
Excelを使えば、データさえ打ち込めば、簡単にヒストグラムは作成できます。
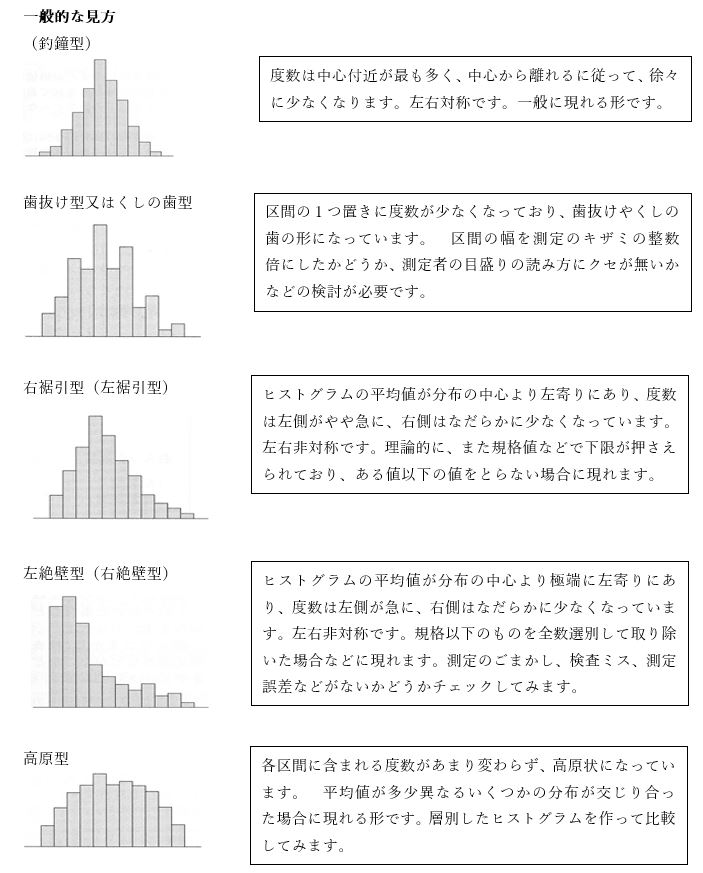
一般的には左右に均等な裾野を持つ山型になります。
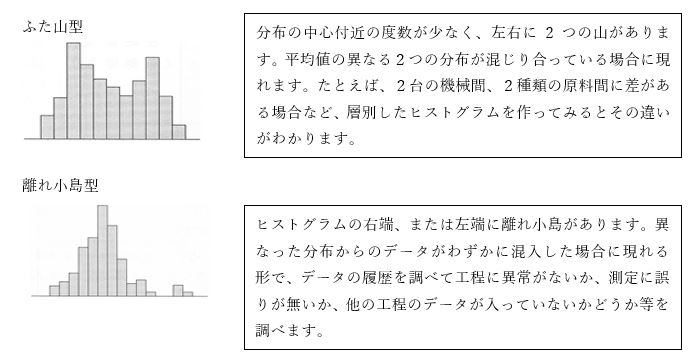
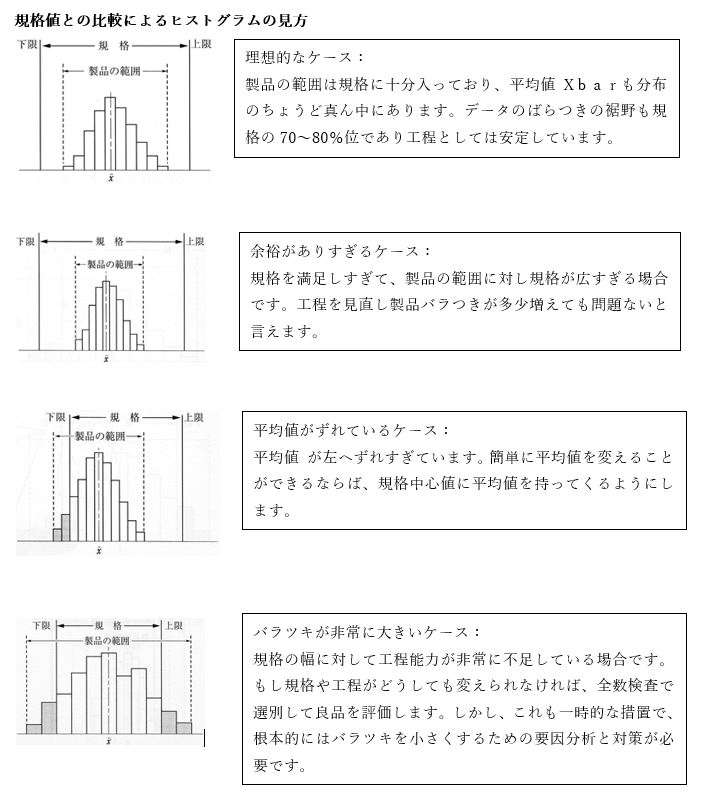
しかし、異常があると山型にはならないので、分布の形から評価をします。ここでは、よく表れる分布について、下記に見方を解説します。
更に、規格値を図に記入するといわゆる工程能力を評価することができます。
以下にヒストグラムと規格値の関係を4つの例で示します。
以上がヒストグラムの作り方と見方です。データさえあれば簡単にできることであり、規格値と比較することで工程の安定さも評価できます。機会のある時に加工データの分析をしてみてはいかがでしょうか?
次回は、散布図の解説をいたします。
文責 山本晴久
「続き(第8回)を読む」
当社では主に航空宇宙の品質に関わるご支援をしております。
以下、リンクです。
・JIS Q 9100:2016 認証取得支援
・Nadcap 認証取得・更新支援
・JIS Q 9100:2016 規格解説セミナー
・JIS Q 9100:2016 内部監査員養成セミナー
・その他、お気軽にお問合せください。
