【第6回】AMS2750Hの概説

~炉の許容熱処理範囲を確定、維持する初回および定期的TUS~
今回は、3.5項のTemperature Uniformity Survey(TUS:温度均一性調査)について概説します。
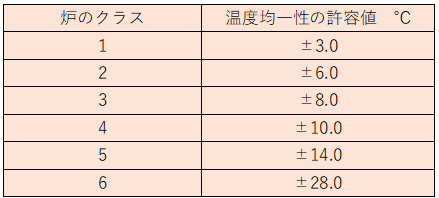
先ずTU(温度均一性)の定義を確認すると、「炉の設定温度に対する、認定作業ゾーン内の温度変化(通常±度で表示)」[i]です。そしてTUS(温度均一性調査)とは、「現場試験用計器および要求される複数のセンサーを使用して、炉内温度の安定化前後の認定作業ゾーン内の温度変化の評価」[ii]と定義され、使用する炉内の有効熱処理範囲(容量)を示す、認定作業ゾーンの主に境界における温度のバラツキを測定して、そのバラツキ量が許容値以内にあるか、否かを確かめる調査活動です。このTUS許容値については、第4回の炉のクラスの話で触れましたが、今回も右上表として再掲しました。
TUSには、大別して「初回TUS」と「定期TUS」の2種類があります。初回TUSは、新設された炉を使用する前、および制御センサーの交換など炉の温度分布に影響を与える修繕や修理をおこなった際に実施する調査活動であり、その目的は温度均一性の計測および有効熱処理範囲としての認定作業ゾーンの決定です。
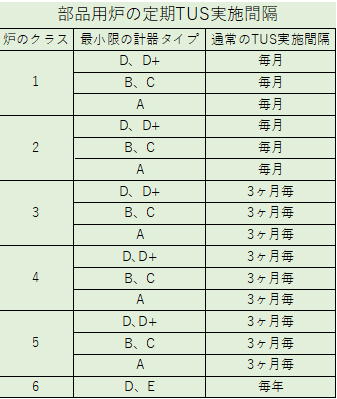
定期TUSは、規定要求の間隔に従って文字通り定期的におこなうTU(温度均一性)の調査活動です。部品用炉に対する定期TUSの実施間隔は、右の表(緑色)に示してあります。表に“通常の”TUSの実施間隔と記載されている理由は、実施間隔の延長(緩和)が許されているからです。この延長は、計器タイプ(第4回で概説済み)と、TUSの連続した合格回数によって規定されています[iii]。例えば、炉のクラス1で計器タイプAの時には、TUSの連続2回の合格があれば、次のTUS実施間隔は毎月から半年毎に延長されます。
調査活動TUSの実施方法について見てみます。先ず、TUS実施における設定温度、昇温速度や循環ファンの作動等のパラメータは、その炉の通常の熱処理作業で用いるパラメータを適用することが原則です。また炉への部品あるいは原材料の積載状態は、実際の熱処理品を搭載した状態、模擬品を搭載した状態、ラック(取付治具)のみを搭載した状態、あるいは空(から)の状態でも実施が可能です。ただし、初回TUSで採用した搭載方法を定期TUSでも原則維持する必要があります[iv]。
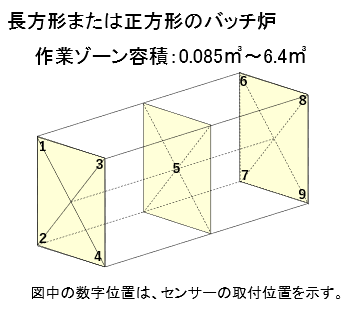
使用する計器は、炉の常設計器から独立した現場試験用計器を使用します。炉には、バッチ炉(長方形、正方形、円筒形)、連続炉、およびレトルト炉がありますが、紙面の制約から、ここではTUSで要求されるセンサーの数をバッチ炉のケースで確認します。要求されるセンサーの数は、熱処理作業で使用できる認定作業ゾーンの容積の大きさによって規定されています。容積0.085㎥~6.4㎥の長方形のバッチ炉の場合には、必要なセンサーは9個になります。必要とするセンサーの配置は、格子状のTUS専用治具を制作し、その治具を使用して実施するのが一般的です。外周部に配置されセンサーの位置が、最終的に認定作業ゾーンの境界を確定することになります。
まとめ:調査活動TUSの実施は、計器およびセンサーの校正の実施ならびにSATの実施と併せて熱処理作業の精度を決める最重要な3つの活動の1つです。なお、TUSでのデータ収集方法や記録方法においても細かな規定要求事項がありますが、紙面の制約から割愛しました。
脚注
[i] 厳密な定義は、AMS2750Hの2.4.76項を参照のこと。
[ii] 厳密な定義は、AMS2750Hの2.4.79項を参照のこと。
[iii] 予防保全計画(Preventive Maintenance Program)が立てられ、それに基づき予防保全が実施されている場合にも、定期TUSの実施間隔の延長が許容されている。
[iv] 初回TUSから炉の搭載状態を変更する場合には、変更後のTUSの手順の妥当性確認として初回TUSを再度実施する必要がある。
文責:小山 隆一
●AMS2750高温測定(Pyrometry)の解説セミナー
航空宇宙製品の熱処理作業を実施している組織やNadcap認証取得を検討している組織を対象に、AMS2750の要求事項をわかりやすく解説いたします。
詳細はこちらからをクリック>>>
